Stainless steel is one of the most sought-after materials in manufacturing. This makes bending stainless steel tubing a standard forming process for manufacturing metal parts for a wide range of applications. Engineers and designers consider it a primary operation when used as part of a system’s piping system.
However, it’s essential to understand how to bend steel pipes correctly. The increasing prevalence of some high-end stainless steel materials has exacerbated the challenges of processing them. Therefore, understanding the bending process is crucial.
In this article, we will discuss the most efficient methods for bending steel pipes. We will also guide you to make the most of this process.
Basic knowledge and challenges of bending stainless steel pipes
Custom prototyping with steel can be tricky. It is a rigid material. However, it is also malleable and adaptable. It can be easily shaped into a variety of forms using various processing techniques. Stainless steel tube bending is one such process that helps shape the tube into a variety of valuable configurations.
While stainless steel can be bent into various shapes, the process can require the application of considerable direct pressure using specialized tools. When discussing bending high-end stainless steel, the focus shifts to increasing the difficulty of bending. The difficulty typically depends on the thickness of the material.
Thick-walled pipes typically require greater force to bend. Furthermore, pipes of certain sizes and shapes may require a specific bending equipment. The possibility of springback also poses a significant challenge to bending stainless steel pipes.
How to bend stainless steel pipes
Working with stainless steel pipes is quite difficult. However, some techniques can help simplify the process. This section will discuss how to bend stainless steel pipes using the most efficient methods.
mandrel bending
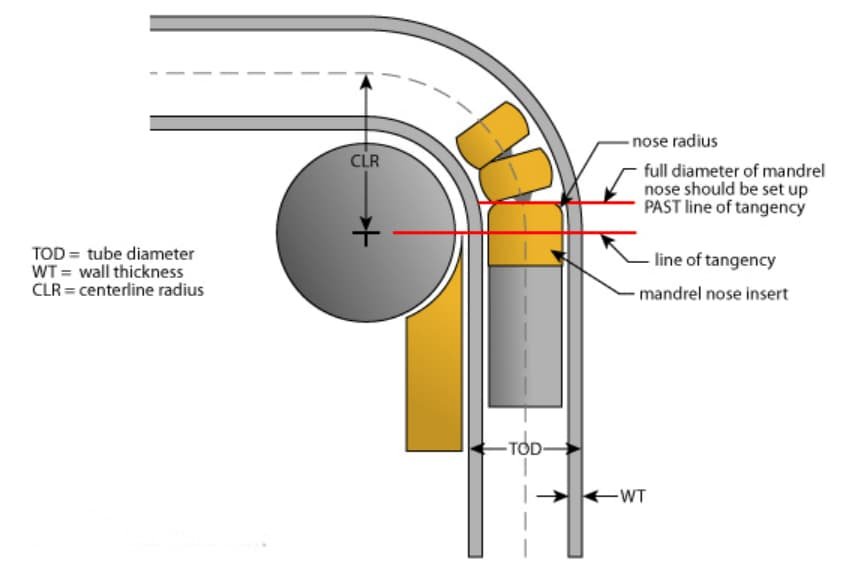
Mandrel bending of metal tubing is typically performed on a rotary drawing tube bending machine. A mandrel is a tool placed inside the tube to ensure its shape remains intact during bending. Mandrels may be equipped with additional spherical steel rods to ensure they remain within the bent portion of the tube during the bending process.
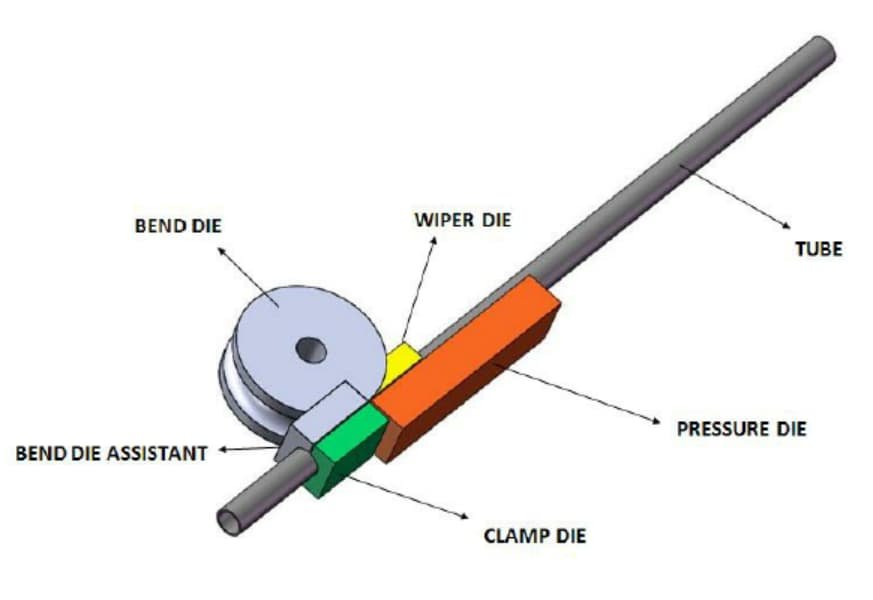
The settings for mandrel tube bending include:
- Pressure mold – This mold fixes the tangent (or straight section) of the bathtub.
- A clamping mold – a steel pipe that rotates around a bending mold.
- Mandrel – Supports the inside of the pipe around the bend and may be equipped with some articulated balls.
- Repairing the die – Contact the pipe before the inner radius cutting point and wipe the workpiece to prevent wrinkles on the inner radius.
Mandrel bending dominates the field of stainless steel tube bending, especially for applications with smaller radii. When considering how to bend stainless steel tubes to a certain radius, you should choose mandrel bending. This is because this method allows for maximum control over ovality and wall thinning.
Using a mandrel in the inner diameter (ID) helps support the flow of material during bending. Similarly, a pressure die supports the outer diameter (OD). These components work together to control both the outer and inner diameters of the tube throughout the bending process. Mandrel tube bending helps prevent the most common bending problems, and most importantly, springback. It also prevents wrinkles, flattening, and kinking.
Three-roll bending
For larger workpieces, roll bending or corner bending is an effective process. It typically involves three rolls positioned in a pyramid shape, one of which is vertically or horizontally milled , depending on the size of the cross-section. The movement of the rolls can produce large, and often specific, radii.
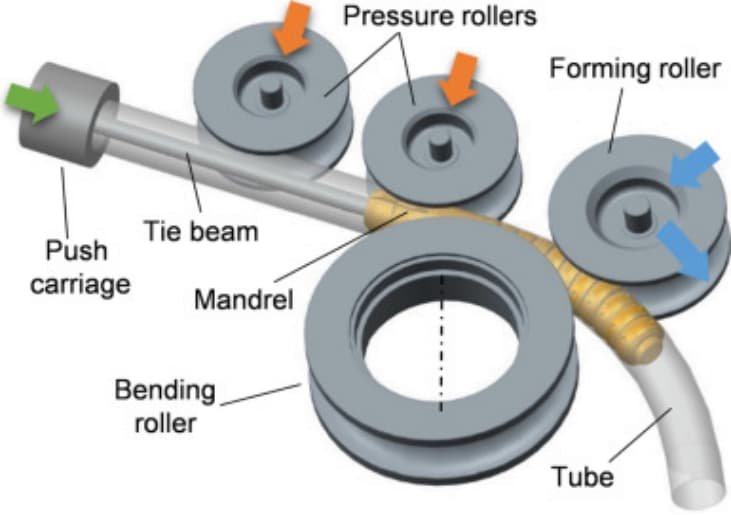
The machine determines which rolls move to which side. The position of the intermediate roller determines the radius of the tube or pipe. On some machines, the top roller may move up and down to achieve the desired angle. On other machines, the two bottom rollers move while the top roller remains stationary.
Manufacturers use roller bending to produce spirals. Operators can produce continuous coils by lifting the tube after one rotation. In this case, the workpiece should have a large radius and a single-diameter pitch. However, if the coil pitch is large, additional rollers are needed. These rollers help guide the tube outwards during coil formation.
Bending
This method is similar to the mandrel tube bending process, except without a mandrel. It improves the precision of tubular components to achieve complex mixing without deformation. In this method, a fixture is used to support the machine.
The clamp allows the pipe to be pulled into a shape with a similar radius to the pipe itself. Based on this principle, pull bending helps to achieve sharp bends in the pipe while maintaining a high level of precision and consistency.
Manufacturers frequently use rotational stretch bending on structural frames and tubular components used in machinery. Typical examples include roll cages, bicycle handlebars, and railings.
Compression bending
Another effective method for bending stainless steel pipes is compression bending. This method uses a compression die to bend the material around a fixed bending die. The system involves initial clamping of the pipe after the last cut point. Thereafter, the compression die helps to “compress” the workpiece onto the bending die.
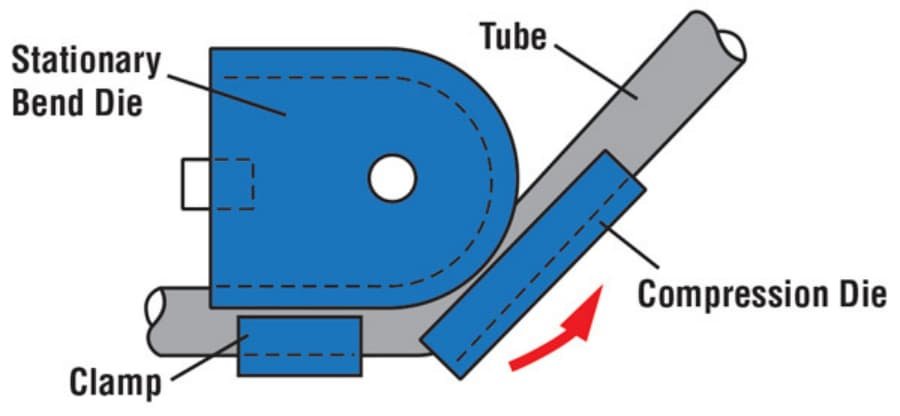
Compression bending is best suited for symmetrical workpieces. These tubes have the same degree of curvature on both sides. The bending of these tubes is performed in a single setup on a machine with two bending heads. Therefore, you may need to choose this method when the roundness of the bend is not the most critical consideration.
Compression bending is ideal for speed and economy when the goal is to achieve higher throughput at a lower cost. However, we do not recommend this method for pipes with a centerline radius (CLR) less than twice the bend diameter. That is, a 2-inch bend requires at least a 1-inch centerline to achieve the desired bend quality.